Your cart is currently empty!
Making a Steel Rolling Mill Part 4
This is the last tutorial I will write about the making of this mill.
I am writing this one to update anyone who is interested and has used the other tutorials on my website, as to what I have done in the way of other changes to the mill over and above what Hugh McDonald designed into his original mill.
Starting a ground level and working up.

Castors
I fitted castors to the base of the mill. You see them here.
The mill while operating developed a slight vibration. Not enough to cause any problem but enough to make the mill tend to move on the floor. This meant that after every forging session I had to drag the mill back to its original position. The castors meant that the vibration was effectively nullified and the mill does not move partly because one of the castors is braked as well.
It also makes it so simple to tuck it away it a corner if you do not need it.
I’m not sure about what the mill would weigh but for its size it is a heavy unit.

Foot pedal alteration
Because of fitting the castors and raising the height of the mill by 75mm, I cranked or put a dog leg in the foot pedal to put the pedal at the same height it was before fitting the castors. It saves lifting your foot higher and brings the pedal down to the same height at which it was before.
The additional height from the castors did not seem to make any difference to using the mill, I did not really notice it, however if you planned to put castors on from the start, allowance could be made for that extra height they would put on the mill.

Digital scale
Some of the tolerances I work to when forging are quite fine if you look at it from a cottage industry situation that I am in.
The readout and scale I have fitted are quite basic and economic. I think both of them cost in the region of $120.
I don’t rely completely on the scale but use it to get quite close to where I want to forge to and then check the measurement with my Vernier calipers.
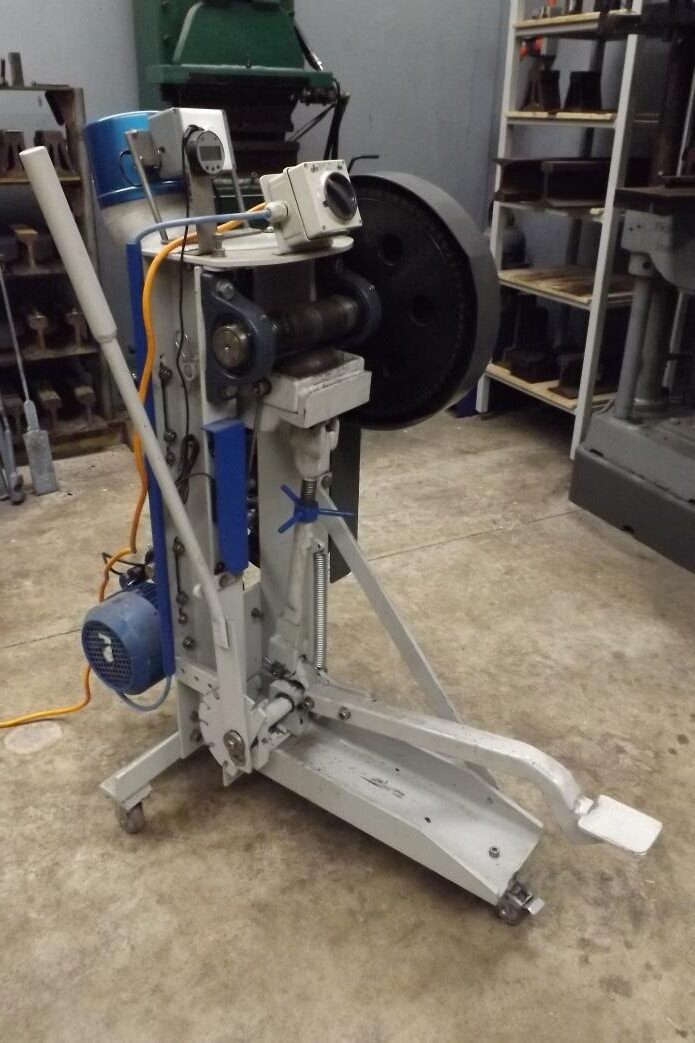
The scale is operated with a rod from the centre of the bottom roller. You will see that in the image. It measures the movement of the bottom roller away from the top roller and what distance that is. I have taken the cover off the scale to take this image. Normally the measuring scale is covered to stop steel scale getting on it and to avoid it being hit with anything. The actual readout for the scale is mounted on the top cap. There will be an image of that further on in the article.
Another helpful factor about the readout is that if you are using the side lever to adjust the roller height, then after using the lever 4 or 5 notches you need to bring the lever back to its start point and adjust the star wheel to bring the roller back into position, to use the lever again.
Normally you would use the work you have been rolling to get the correct distance between the rollers.
With the readout, you can use that ( the readout ) to do the adjustments and have the work back in the forge reheating. A minor thing but helpful and time saving.

Top roller bearings
I had every intention of using bushes to run the top roller in, just as Hugh’s plans have. I changed to self aligning bearings after realising that the walls of the channel in the 2 upright frame pieces were not absolutely square with the web of the channel. This meant that when the bushes were drawn up tight in their mounting blocks they could well bind as the bushes and the roller would not be in alignment.
The bearings have worked well and give no trouble. The other advantage with these bearings is that the housings allow for a little amount of adjustment in up/down movement. As the bottom roller is not adjustable it is good that the top one can be moved a little to get the rollers as parallel as possible. You will see the bearing adjusters in this image as a cap screw and nut above each of the bearing housings. These apply downward pressure to the housings and keep them from lifting due to the pressure of rolling.

Top cap
This is what I call the top cap. This is not part of the design in Hugh’s plans. I think from memory he had a piece of angle iron welded across the top of the upright U channels in the main frame here to keep the whole mill ridged.
The top cap is the light gray steel plate you see here that every other thing is mounted on. I put the cap on for several reasons, mainly to mount stuff on as well as keeping the top of the mill together.
On it are the bearing adjusters as mentioned previously.
The power switch is on there and convenient to use sitting where it is.
The digital scale readout is on there as well and is good to read from that position.
Also at the back there is a fan unit, fan controller and piece of ducting attached to the cap.
So it is quite a multifunctional piece of steel.

Cooling fan
In Hugh Mc Donalds notes on building this mill he states specifically that he has had no problem with the heating up of the rollers. I have read a bit on the internet of other people’s experiences with building and using the mill and I would have to say I have not seen anyone else comment about rollers overheating.
I have in fact found the opposite. I say this in no way to detract from what Hugh has said, but simply to put my experience forward in the hope it helps someone.
Whether or not you get the rollers overheating depends a lot on the duty cycle you expect or subject the mill to. If you were using the mill only 2 or 3 times an hour it would not matter. I had over heating when using the mill repeatedly over a period of time.
To deal with it initially I put a free standing fan behind the mill and that did the trick. However it is another thing standing on the floor of the forge, another lead to trip over…… and so when I decided it would be needed regularly, I resolved to fit one to the mill.
The fan I sourced was designed to move air from room to room in a house using ducting. It came also with the fan speed/controller. There is a better view of that (the fan controller) in the photo of the top cap. It is handy having the fan mounted on the mill and depending on what is being forged it can be turned off or left on.
When forging thicker section ( 10mm or larger ) having the fan going does not seem to appreshiably cool the steel.
Smaller than that and it is usefull to be able to turn it off during the forging process. I roll down to about 1mm thick steel at times. At that thickness you really don’t want the fan going.
The fan is mounted on a piece of stainless ducting as you see and that directs the air down to the rollers. The fan is a perfect fit on the ducting and is held by 4 small capscrews to the plate in front of it.
The finished mill
Images of the completed mill.


I have a few more thoughts I will put here in no particular order.
In undertaking to built this rolling mill I had 2 motives for that.
I wished to build it because I knew it would fit into my forging process somewhere….. I was not sure what to expect from it but felt confident it would have a place in my workshop. I had started my forging with a power hammer and then built my first forging press. I later added another press. Each addition gave a greater range and scope to how I worked and the convenience and efficiency in what I did. I felt the same would apply to the introduction of the rolling mill.
The other reason for building it was as a project – the build itself. It used a lot of the resources in my workshop and I might say a lot of the understanding I had in the engineering of the mill. I am not a tradesman but rather someone who has developed certain skills in engineering over the years with a lot of gaps in knowledge as well.
So about the Christmas of 2017 I started on the project and after getting the mill to the stage you will see at the end of tutorial part 3, I proceeded to run and use the mill to iron out any problems/deficiencies and also to develop any ideas I had to improve on the mill and just generally make it a better machine to use.
I figured as I would dismantle the mill entirely to paint it I would then do some of the changes at the same time as that would make sense and best use of the time spent dismantling it.

You see here a photo of the mill working with all the changes made that we covered above except the fan unit. Here is the free standing fan behind the mill as mentioned previously.
Safety
There are 3 factors about how the mill works that make it a very safe piece of equipment to use.
The work is placed through the rollers and when the foot pedal is pushed down the bottom roller comes up, applies presure to the work and feeds it back to the operator. So there is no way your hands or tongs can be caught in the rollers as the work is pushed back towards you and not pulled into the mill.
If the operator wants to stop the rolling process at any time he/she can simply take their foot off the pedal and the bottom roller will drop down taking pressure off the work and stopping the rolling imediately.
Because the work is fed back to the operator the mill gives an added convenience to the operator of not having to go around to the other side of the mill to retrieve their work or having to have someone else there to do that for them.
Advantages of the mill
One of the peculiararities of rolling steel is that it does not tend to widen the work as it lengthens it. I have used that to good advantage when rolling a bar out. Lets say I want a bar 300 x 50 x 5mm in dimension. I can set up the bar using the power hammer and press to say 100 x 50 x 15mm and then simply roll it out to the required finished dimension. When forging under a power hammer you are constantly having to counter the fact that as you are lengthening a piece of steel it will be widening at the same time. Not so with the mill. Very convenient for some situations.
The mill is very quiet to operate as compared to other forging equipment. It is one forging machine that could be used in a residential area.
It has a wonderfull ability to create steel that is well dimensioned. It will roll out a bar that is constant in thickness along its length.It will however not roll a bar on its edge.
It retains the heat in the work really well. Those of you who use a press or power hammer will be familiar with the fact that the heat tends to be sucked out of the work by these tools. Its just the nature of how these machines work. The rolling mill because the work is only pinched breifly between the rollers as it is forged the work retains the heat better than being forged by the hammer or press. This is particularly true when it comes to forging thin section.
Moving forward
There may be some people who may read these tutorials and think building one of these mills is too complex and not worth while.
I just want here to put some thoughts on paper as to how the process could be sped up considerably.
Having said that, it will not result in a mill like the one descibed in the present and previous tutorials,
in that it will not have the “extra’s” if you like, but it will result in a mill that will roll out a piece of hot steel just as this one does.
So… the changes I would suggest are as follows.
Weld the entire frame together. In making my mill I made myself a condition that I would bolt every part of the mill together I possibly could for conveience of working on it at a later date. Being able to dismantle it is very handy, but also somewhat of a luxury.
Do away with the side lever. In doing this it would also mean there was no need to make the camshaft, camshaft carrier and associated bits and bobs. While I said in part 3 of these tutorials that the side lever was an integral part of the machine, it is also a very usable machine with out it. The star nut alone can be used to adjust the bottom roller.
With out the side lever and camshaft, the camshaft being the pivot point for the footpedal, a simple pivot point could be made for the foot pedal saving a lot of time.
Use a motor and right angle drive gearbox to drive the top roller rather than the drive train you see on my mill. I don’t know that there would be a cost saving but there would be a large time saving. There are examples of other people on the internet that have used this system.
Finally…….
I said a the start of this part 4 that I figured the rolling mill would fit into my forging situation , just was not sure exactly where.
I was really gratified to find that the mill exceeded my expectations by a long way.
I really enjoy using it…in fact I would probably say it is my prefered machine to work with.
I would not try to say it is the only machine I would want to have. It would go well in conjunction with a power hammer or a press and simply expand on what those machines can do on their own.
I would thoroughly encourage any one who is thinking of building one of these to “give it a go”.
I think you will find the benefits of forging with it and the pleasure of using it will outway the initial cost and time spent making it.
Matt James
Taupo, New Zealand
July 2020